






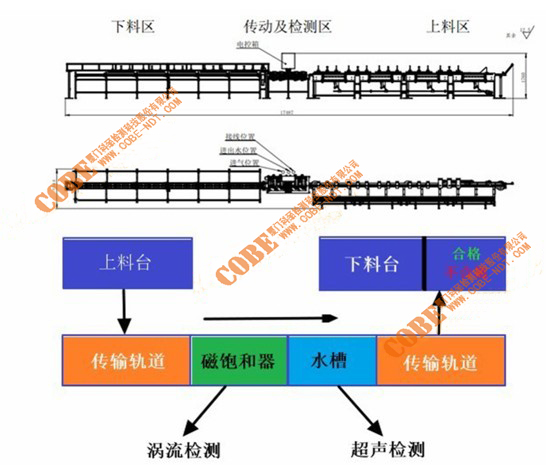
系统设计图:
COBE研制的中小口径无缝管超声涡流联合探伤系统,有效地解决了中小口径管棒材在传输过程中抖动的问题。COBE涡流超声联合检测系统采用局部精确定位技术,使被检的管材的局部与探头之间是保持确定位,这是保证准确可靠检测的重要手段;采用配套的数字化探伤仪,使得探伤仪能够显示伤缺陷信号的细节;采用自主研发的探伤专用信号处理软件,可显示出管材上的缺陷分布情况及各个缺陷的严重程度;设计有抗干扰技术,可抑制水泡干扰,有效地防止了误报现象;全自动上下料方式,对不合格产品进行自动分料,极大地提高生产效率。
2 检测对象:无缝管、棒材
3 检测材料:碳钢、不锈钢及铜、铝等金属材料等金属材料
4 检测速度:0-8m/min
5 测方式:工件螺旋前进,超声探头实现螺旋线覆盖扫查,涡流采用穿过式。
6 检测标准:GB/T 5777 无缝钢管超声波探伤检验方法
GB/T 7735 钢管涡流探伤检验方法
YB/T 4082 钢管自动化超声探伤系统综合性能测试方法
YB/T 4083 钢管自动化涡流探伤系统综合性能测试方法
JBT 10061-1999 A型脉冲反射式超声波探伤仪通用技术条件
案例图片1:涡流检测及超声检测区域

案例图片2:系统全景

自动控制系统:

1 超声采用螺旋前进方式检测,涡流采用穿过式检测。将两种探伤方法互补,可检多种缺陷类型,以防漏检.
2 超声检测部分采用局部定位检测,极大地减少传输晃动引起的干扰。
3 超声检测采用抗气泡干扰装置,防止误报发生。
4 全自动上下料、分料系统。
5 涡流检测带有磁饱和检测装置,减小材料自身磁干扰。
6 检测完毕进行自动退磁。
1 棒材:钢棒、铝棒、钛棒等
2 冶金、机械类厂家,产品如无缝钢管、钛管等
数字涡流探伤仪:
(1)独立检测通道:通道可选1-8个通道
(2)检测频率范围:10HZ-10MHZ
(3)增益: 0~99dB,步长0.1dB
(4)信号相位旋转0~359° 步进1 °
(5)缺陷位置自动打标控制
(6)能存储各种检测数据、图表等检验结果
(7)自动形成检测报告
(8)自动检测结果统计:检测总数、合格数、不合格数、合格率等报告
(9)涡流探头零点自动平衡:0-20秒
(10)系统必须含义IDEA-NDT-II 涡流信号的当量分析软件
(11)系统在线操作帮助系统
数字超声波探伤仪:
(1)工作方式: 单探头发射、接收或双探头分别发射、接收
(2)灵敏度余量:≥50dB
(3)分辨率: ≥26dB
(4)动态范围 : ≥30dB
(5)扫描范围(钢纵波) :0~5000mm
(6)频率范围 :0.5~10MHz
(7)重复频率 :500Hz~10KHz可调
(8)增益总量:80dB,步进0.1dB
(9)水平线性 :≤1% 垂直线性 :≤5%
(10)闸门设置: 每通道设置3个闸门,报警闸门,跟踪闸门和自锁闸门
(11)报警打标:定时打标/定长打标